
Complete Guide to Heat Sealing Tape Selection for Packaging Equipment
Heat seal tape choice has a direct impact on seal quality, uptime, and jaw life on any packaging line running heat sealable films. This guide explains how PTFE heat sealing tapes work, the main tape families, and how to select the right construction for your jaws, films, and operating conditions.
Why Heat Sealing Tape Choice Matters
On form‑fill‑seal, flow‑wrap, tray sealing and pouch machines, PTFE heat seal tapes form the non‑stick, sacrificial interface between the hot metal jaw and the packaging film. When the tape is wrong for the application, you see symptoms like sticking film, inconsistent seals, carbon build‑up, and frequent tape changes.
Choosing a tape that matches your jaw design, temperature profile, and film type improves three things:
Seal integrity and appearance.
Time between tape changes.
Protection of jaws, wires and coatings.

How Heat Sealing Tapes Work
Most industrial heat sealing tapes used on packaging equipment combine three elements:
Backing: typically PTFE‑coated glass cloth, PTFE laminate, extruded PTFE film, or filled PTFE.
Adhesive: high‑temperature silicone adhesive for continuous service up to around 260°C, or acrylic adhesive for lower‑temperature, higher‑bond applications.
Optional construction features: laminates for longer life, selective adhesive (zone tapes), or anti‑static/high‑modulus films.
When applied to a jaw, bar, or impulse wire, the tape provides:
A non‑stick release surface so molten PE/PP and other seal layers do not adhere to the metal.
A wear layer that takes abrasion from film edges, product crumbs, and mis‑registration instead of the jaw itself.
A controlled heat transfer path from the heated jaw or wire into the seal layer of the film.

Overview of Main Heat Sealing Tape Families
PTFE Glass Laminate (Chemlam®) – Maximum Life
PTFE glass laminate “Chemlam” tapes such as CHR SGB6 and SGC6 are the premium option for high‑duty heat sealing positions. A proprietary manufacturing method produces a thicker, more consistent PTFE layer over the glass, with fewer defects like cracks and pinholes.
Key characteristics:
Backing: PTFE glass laminate with high PTFE content.
Temperature range: typically around ‑73°C to 260°C.
Role: longest life in sealing, especially on aggressive films and high‑pressure jaws.
These tapes are suited to continuous, high‑speed lines where every tape change is costly, and where seal quality must stay stable over long production runs.
PTFE Glass Cloth Tapes – Workhorse for Packaging
Standard PTFE‑coated fiberglass tapes are the workhorse release materials on many packaging machines. Saint‑Gobain’s CHR SG‑series includes premium, high‑performance, primary and industrial grades to balance life and cost.
For example, CHR SG25 is a primary grade PTFE glass cloth tape widely used in packaging:
Backing: PTFE‑coated fiberglass fabric.
Adhesive: silicone, designed for high temperature use.
Total thickness: around 0.135–0.292 mm (5.3–11.5 mil) depending on variant.
Operating temperature: typically ‑73°C to 260°C (‑100°F to 500°F).
Properties: good release, abrasion resistance, dimensional stability, and resistance to tears and punctures.
These tapes are used as:
Jaw covers on vertical and horizontal FFS seal bars.
Release surfaces on blister sealing plates and tray tools.
Low‑friction liners on guides, chutes, and slides.
Zone Tapes – For Impulse Wires and Hot Wire Sealers
Zone tapes are PTFE‑coated glass cloth products where adhesive is applied only in specific “zones”, keeping it away from the heating element. That means the tape can be positioned over a hot wire without adhesive directly on top of the wire.
Key points:
Backing: PTFE‑coated glass fabric.
Adhesive: silicone or acrylic, located on one or both edges rather than across the full width.
Benefit: prevents adhesive from burning on the wire, improves release, and extends wire life.
Zone tapes are ideal on:
Impulse sealers using wires or ribbons.
Hot wire sealers for shrink film or bag making.
Widths up to approximately 18.5" are available from Taconic; BIL can slit to your actual wire spacing and jaw width.
Extruded and High‑Modulus PTFE Tapes – Fast Heat Transfer and Stability
Extruded PTFE tapes such as CHR 2265‑2, 2275‑2 and 2285‑2 use a solid PTFE film backing instead of glass cloth.
Typical characteristics:
Backing: 100% extruded PTFE film, often around 2 mil thick.
Adhesive: silicone (high temperature) or acrylic (for lower temperature/higher adhesion variants).
Features: excellent heat transfer due to thin film, brightly coloured options to make wear and damage easy to see.
High‑modulus PTFE tapes such as CHR R233 (acrylic) and R253 (silicone) use thicker PTFE films for increased longevity:
Backing: high‑modulus PTFE film, around 3 mil thick.
Adhesive: either acrylic for high adhesion or silicone for higher temperature capability.
Use: applications needing extended life and resistance to stretching or creep, including roller wraps and high shear sealing.
Filled PTFE (Rulon®) Tapes – Maximum Wear Resistance
Filled PTFE “Rulon” tapes are the longest‑life non‑stick tapes in the Saint‑Gobain portfolio.
They have:
Backing: thick PTFE with special fillers to maximise abrasion resistance and product life.
Adhesive: available with acrylic or silicone systems.
Service: can last up to 20 times longer as a release surface in some heat sealing processes compared to standard PTFE glass tapes.
These are suited to extreme wear points where the line is abrasive, contaminated, or where access for tape replacement is difficult.
Technical Selection Criteria
Backing Type and Thickness
Backing type drives the balance between release performance, wear life, and heat transfer:
PTFE glass laminate: maximum durability and life, best for demanding, constant‑heat jaws.
PTFE glass cloth: robust, dimensionally stable, general‑purpose release surface.
Extruded PTFE film: thin, fast heat transfer, ideal for narrow elements and where rapid sealing is needed.
Filled PTFE: ultimate wear life, suited to abrasive or high‑pressure seals.
Thickness matters because it directly affects:
Wear resistance: thicker tapes handle more abrasion and occasional misalignment.
Heat transfer: thinner tapes transfer heat faster, which can reduce required dwell time.
Typical heat seal tapes span from around 0.05 mm to over 0.3 mm (2–14 mil) overall thickness, depending on grade.
Adhesive Type – Silicone vs Acrylic
Adhesive choice is usually between silicone and acrylic systems.
Silicone adhesive:
Temperature range typically around ‑73°C to 260°C.
Best for constant‑heat jaws and applications where the tape runs hot for long periods.
Offers clean release at high temperature but lower bond strength at room temperature than acrylic.
Acrylic adhesive:
Temperature range on many heat sealing tapes up to around 177°C (350°F).
Higher bond strength at lower temperatures, useful where tape tends to peel from cooler jaws or rollers.
Suitable for lower‑temperature sealers or backing rollers, not for the hottest jaw positions.
If jaws run close to 250–260°C, silicone adhesive is usually the safe choice; for auxiliary positions under about 150–160°C where strong anchorage is required, acrylic may be preferred.
Jaw Design: Impulse vs Constant‑Heat
Impulse heat sealers:
Use wires or ribbons that cycle from ambient to high temperature briefly, then cool between cycles.
Often benefit from zone tapes to keep adhesive away from the wire and to prevent adhesive burn‑off.
Thin extruded PTFE tapes can improve heat transfer, allowing faster cycles and more consistent seals.
Constant‑heat bars and jaws:
Run continuously at a set temperature, often close to the tape’s upper rating.
Require backings that resist creep and maintain their shape: PTFE glass cloth, laminate, or high‑modulus PTFE films.
Premium or laminate tapes pay off where long life and stable release are more important than lowest initial cost.
Film Type, Temperature Window, and Pressure
The properties of your film drive the tape grade you should choose:
Simple PE/PP mono‑layer films at moderate temperatures:
Primary or industrial PTFE glass cloth grades (e.g. SG25, SG35) often give a good balance of life and cost.
Laminated snack films, high‑COF structures, or films with aggressive seal layers:
Benefit from higher PTFE loading and more robust backings (SG05, SG15, laminate Chemlam grades, or filled PTFE).
High‑pressure seals on thick laminates or multi‑lane tooling:
Reward thicker backings or laminate/filled tapes that better resist wear and surface deformation.
Where sealing temperature is close to the minimum window of the film, fast heat transfer tape constructions can help ensure consistent seals without increasing dwell time.
Line Speed, Changeover Strategy, and Cost
Total cost of ownership is usually lower when tape life aligns with your planned downtime and cleaning intervals.
Consider:
High‑speed, fully automated lines with expensive unplanned stops generally justify premium or laminate tapes.
Lower speed or manual sealers may sensibly use primary or industrial grades, accepting more frequent tape changes.
A helpful internal metric is cost per 1,000 packs, factoring in tape cost, changeover time, and scrap rate; in many cases a higher‑grade tape wins once downtime and rejects are fully


Practical Application Scenarios
Vertical Form‑Fill‑Seal (VFFS) Baggers
Setup:
Constant‑heat jaws sealing laminated films for dry foods or frozen products.
Tape selection considerations:
Jaw cover: PTFE glass cloth tape, such as a primary grade similar to SG25, sized to the jaw width and pattern.
If seals show sticking or tape wears quickly at the sealing face, consider a higher PTFE content or laminate grade.
BIL value‑add: supply rolls slit to the exact jaw width so operators only need to wrap and trim the ends.
Horizontal Flow‑Wrap
Setup:
Constant‑heat crimp jaws sealing snack or bakery films at high speed, with rotating or reciprocating jaws.
Tape selection considerations:
Use durable PTFE glass cloth or laminate tapes that resist scratching from film edges and product contamination.
For very high speeds and high seal temperatures, filled PTFE tapes may extend life significantly.
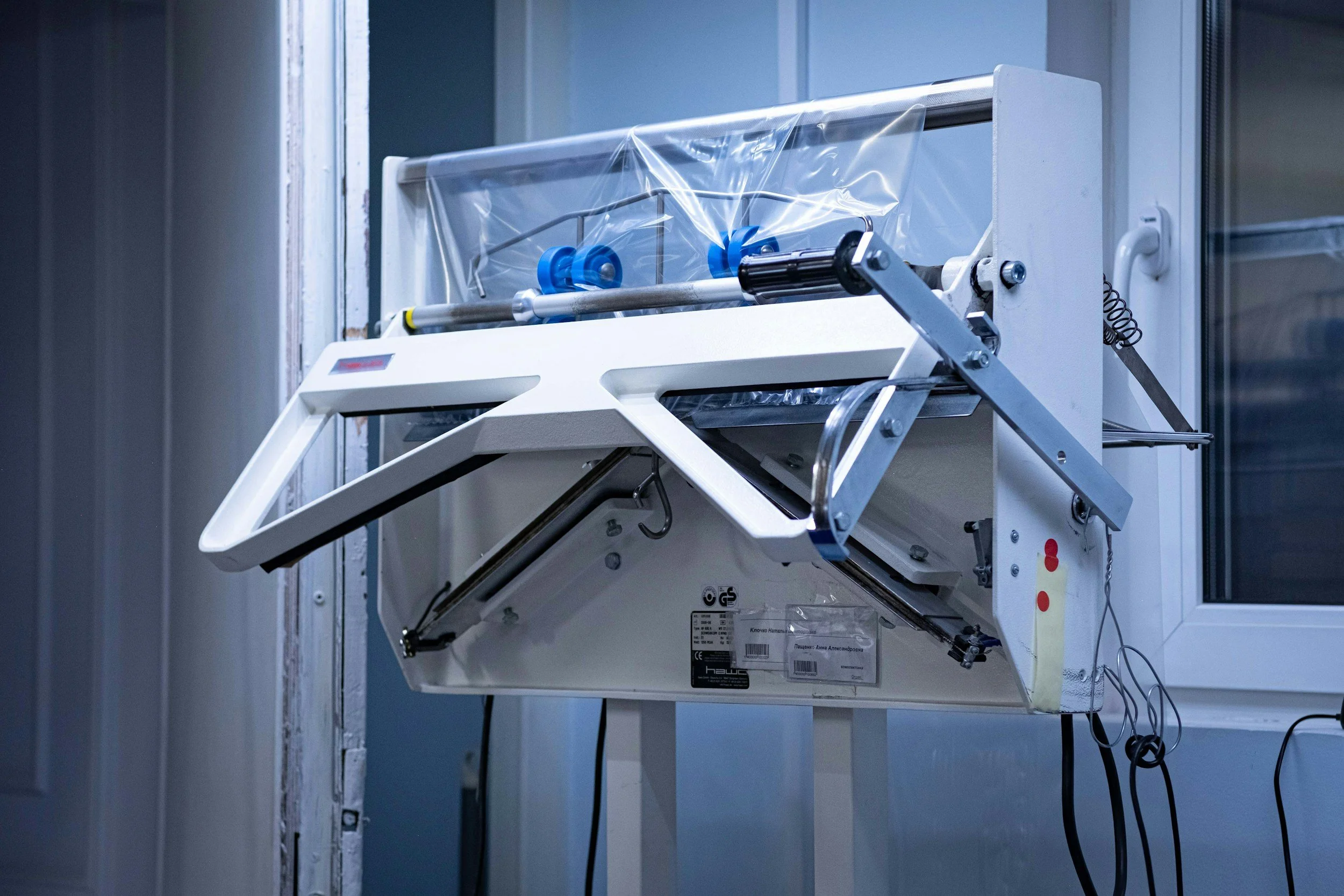
Impulse Sealers and Bag Closers
Setup:
Narrow impulse wires or ribbons, often sealing PE bags or liners.
Tape selection considerations:
Use zone tapes so adhesive does not sit directly over the wire.
Combine with thin extruded PTFE tape where fast heat transfer is needed.
This combination helps minimise adhesive burn‑off, keeps the wire clean, and improves seal consistency.
Tray and Blister Sealing Tools
Setup:
Flat tooling plates or profiled seals, often sealing lidding films to trays or blisters.
Tape selection considerations:
PTFE‑coated fabrics used as replaceable release sheets, sometimes with multiple layers in high‑pressure zones.
Higher PTFE content and smoother surfaces provide better release for complex lidding films.




Installation and Maintenance Best Practice
Good tape selection only pays off if installation and maintenance are done correctly.
Recommended practices:
Surface preparation:
Clean jaws thoroughly to remove old adhesive, carbon deposits and oil.
Use a suitable solvent such as isopropyl alcohol where compatible with the jaw coating.
Application technique:
Apply tape under light, even tension; avoid stretching.
Avoid air bubbles and creases; press tape firmly to ensure full adhesive contact.
Position overlaps away from the main sealing line where possible.
Inspection and changeout:
Check for pinholes, wear tracks, and edge lifting as part of routine checks.
Replace tape before it fails completely to avoid damage to jaws or sealing wires.
Troubleshooting guide:
Adhesive residue on jaws: may indicate running above the adhesive’s rating or using acrylic instead of silicone on a hot bar.
Pinholes or burn‑through: backing too thin for the pressure/temperature, or excessive dwell time.
Tape shifting or curling: insufficient surface cleaning, wrong adhesive choice, or operating conditions outside the tape’s design window.
BIL can help you by:
Reviewing your current tape, jaw design, temperatures and film types.
Recommending a PTFE tape construction and adhesive system suited to your equipment.
Supplying trial rolls slit to your exact jaw or wire width for on‑line evaluation.
To discuss your heat sealing application and get a recommendation, just contact us with your line details and we’ll take it from there.